
A usinagem por comando numérico computadorizado aumentou a produtividade na indústria de manufatura assim como a qualidade dos bens produzidos. Este artigo apresenta de forma resumida sua origem, assim como técnicas utilizadas e particularidades quanto à ferramenta, fixações e programação.
Introdução
Ao contrário da manufatura aditiva ou impressão 3D, que adiciona material para obter a forma desejada nas peças, a usinagem produz peças removendo material. As peças são criadas removendo-se o material de um bloco sólido (chamado de peça bruta ou peça de trabalho) usando uma variedade de ferramentas de corte. A usinagem é assim uma forma fundamentalmente diferente de fabricação em comparação com tecnologias aditivas (impressão 3D) ou formativas (moldagem por injeção).
A usinagem CNC, Comando Numérico Computadorizado (Fitzpatrick, 2011) é uma tecnologia que utiliza computadores para controlar a posição e velocidades das ferramentas. Além disso, os movimentos das ferramentas utilizadas no processo de usinagem são armazenados em forma de programas, o que possibilita sua execução em um número arbitrário de vezes, produzindo peças sempre iguais. A tecnologia CNC permite a fabricação de peças com tolerâncias mais apertadas e os controles precisos de velocidades permitem o uso tanto da máquina quanto das ferramentas na sua máxima produtividade.
Quase todos os materiais podem ser usinados em CNC (Fitzpatrick, 2013). Os exemplos mais comuns incluem metais (ligas de alumínio e aço, latão etc.) e plásticos (ABS, Delrin, Nylon etc.). Espuma, compostos e madeira também podem ser usinados. O processo CNC básico pode ser dividido em 3 etapas. O engenheiro primeiro projeta o modelo CAD da peça. O maquinista então transforma o arquivo CAD em um programa CNC (código G) e configura a máquina. Por fim, o sistema CNC executa todas as operações de usinagem com pouca supervisão, retirando o material e criando a peça.
História
O primeiro objeto usinado já descoberto foi uma tigela encontrada na Itália e feita em 700 aC usando um torno (Ferraresi 2018). As tentativas de automatizar a usinagem começaram no século XVIII. Essas máquinas eram puramente mecânicas e movidas a vapor. CNC é a sigla para Computer Numerical Control e é traduzida para Comando Numérico Computadorizado. É uma evolução do antigo termo “NC”, que significa “Comando Numérico”. Inicialmente estas máquinas de manufatura automática eram chamadas de NC, onde o controle ainda não era computadorizado. A primeira máquina programável foi desenvolvida no início dos anos 50 no MIT (Instituto Tecnológico de Massachusetts), onde os programas eram armazenados em fitas perfuradas. A proliferação de computadores nas décadas de 50 e 60 acrescentou o “C” ao CNC e mudou radicalmente a indústria de manufatura. Hoje, as máquinas CNC são sistemas robóticos avançados com recursos de múltiplos eixos e ferramentas.
Tipos de operações de usinagem CNC
A usinagem CNC é um processo de fabricação utilizado em uma ampla variedade de segmentos, incluindo automotivo, odontológico, aeroespacial, construção e agricultura, e capaz de produzir uma variedade de produtos. O processo abrange várias operações diferentes de usinagem que removem o material necessário da peça de trabalho para produzir uma peça ou produto com design personalizado (Diniz, 2006). Esta seção explora algumas das operações de usinagem mecânica CNC mais comuns, incluindo:
- Fresagem
- Torneamento
- Furação
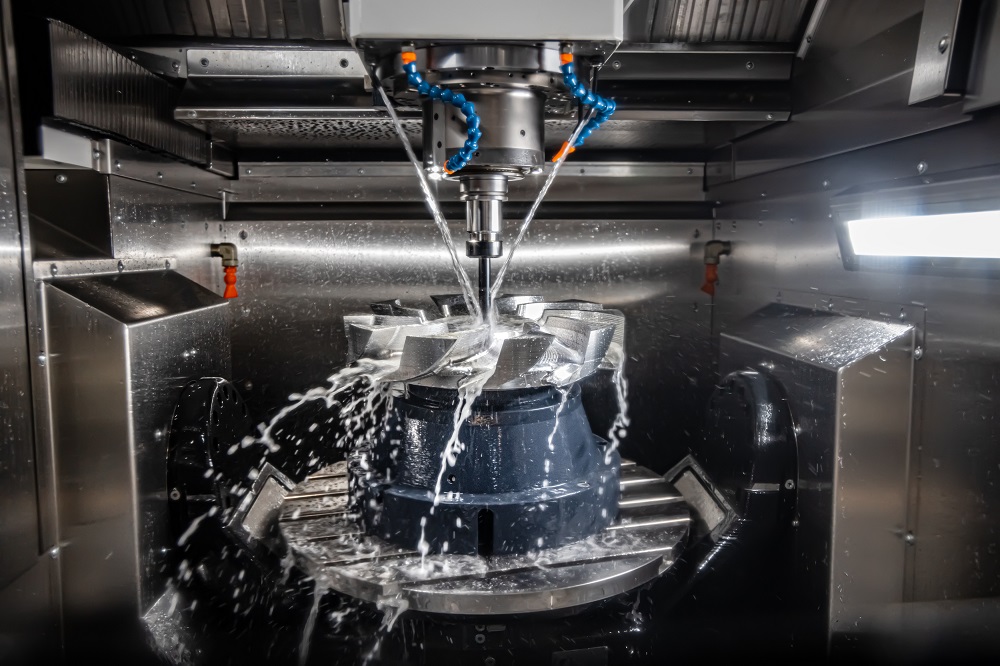
Fresagem CNC
Fresagem é o processo de corte e perfuração de material. Uma fresadora, independentemente de ser operada manualmente ou por CNC, usa uma ferramenta cilíndrica rotativa chamada de fresa.
A principal diferença entre uma fresadora e qualquer outra furadeira é a capacidade de cortar em diferentes ângulos e mover-se ao longo de diferentes eixos. Nas furadeiras o movimento é em apenas um eixo, por exemplo. Por este motivo, existem vários tipos de fresadoras, que são designados pelo número de eixos de movimento:
- As fresadoras de 2 eixos são capazes de realizar orifícios e ranhuras nos eixos x e z, ou seja, essa máquina realiza cortes exclusivamente nas direções vertical e horizontal (mas em apenas um sentido por vez).
- As fresadoras de 3 eixos adicionam o eixo y. Esta é a variedade mais comum de fresadora. Você pode cortar verticalmente e em qualquer direção, mas um objeto como uma esfera precisará ser feito metade de cada vez. Isso porque, mesmo com três eixos, não é possível cortar por baixo.
- As fresadoras de 4 eixos são mais complexas porque adicionam a capacidade de girar o eixo x, semelhante a um torno.
- As fresadoras de 5 eixos incorporam rotação nos eixos x e y. Esta é a fresadora mais completa que você pode ter. Ela permite que você modele ossos, estruturas aeroespaciais, modelos de carros, produtos médicos e praticamente qualquer outra coisa que você possa imaginar.
As fresadoras CNC podem ter qualquer número de eixos (2 a 5), mas são operadas por meio de um computador (Fitzpatrick 2013). Nenhuma operação manual é necessária durante o processo de usinagem. Normalmente apenas o preparo (setup) da máquina é manual, no entanto em muitas máquinas dotadas de presetters ou probes até mesmo o preparo pode ser automatizado.
Torneamento
O torneamento por controle numérico computadorizado (CNC) é a automação do processo de torneamento. Este processo permite a obtenção de peças com uma geometria do tipo “sólido de revolução”. Os sólidos de revolução são formados por um perfil (perfil de revolução) que é rotacionado em torno de um eixo central. Os tornos conseguem produzir peças pois neles uma ferramenta de corte é colocada contra uma peça giratória para retirar o material. Isso geralmente é feito com um torno CNC ou centro de torneamento que corta o material, incluindo madeira, metal e plástico.
CAD/CAM
Como todo o processo de fabricação CNC é controlado por computador, baseado na execução de um programa, é natural que todo ciclo de vida de um produto seja integrado por computadores. Os sistemas CAD/CAM onde as peças são projetadas utilizando softwares de modelamento CAD (Computer Aided Design, que pode ser traduzido como Projeto Assistido por Computador), onde toda a geometria da peça, assim como tolerâncias de fabricação são definidos no computador.
A partir de um arquivo ou modelo definido em CAD, o programa que será enviado às máquinas CNC (tornos, fresadoras, etc) pode ser gerado com o auxílio dos sistemas CAM (Computer Aided Manufacturing, ou Manufatura Assistida por Computador). Nestes programas o operador escolhe as ferramentas que serão utilizadas, define os parâmetros de corte e escolhe a estratégia de corte a ser utilizada. A partir dessas informações, o software gera o programa que será executado na máquina CNC.
Existem diferentes padrões de programação CNC, variando de um fabricante para outro. Por isso, na década de 70 a ISO criou um padrão de programação para estas máquinas. Esta padronização permite a criação de extensões, ou ciclos customizados, e evita que os usuários destas máquinas fiquem bloqueados em apenas um fabricante de máquina CNC. A definição de linguagem estabelecida pela ISO, também chamada de linguagem ISO é baseada em funções de movimentação e controle iniciadas com a letra G e funções de miscelânea iniciadas com a letra M. Como a maior parte do programa é dedicada à movimentação da ferramenta, estes programas são quase que integralmente compostos de funções “G” e coordenadas, por isso estes programas são conhecidos como “código G” (ou em inglês, G-code).
Referências
Diniz, Anselmo E. 2006. Tecnologia da usinagem dos materiais. N.p.: Artliber Editora.
Fitzpatrick, Michael. 2011. Machining and CNC Technology. N.p.: McGraw-Hill.Fitzpatrick, Michael. 2013. Introdução aos processos de usinagem: Série Tekne. N.p.: Bookman Editora.